
Forjamento frio
Forjamento a frio geralmente a formação da cabeça do parafuso adota o processamento plástico do título frio, em comparação com o processamento de corte, a fibra de metal (linha de retenção de metal) ao longo da forma do produto é contínua, sem corte no meio, melhorando assim a força do produto, especialmente as propriedades mecânicas são excelentes. O processo de formação de cabeçalho frio inclui material de corte e formação, clique em estação única dividida, cabeçalho frio duplo e cabeçalho frio automático de várias estações.
◆1. Use uma ferramenta de corte semi-fechada para cortar espaços em branco. A maneira mais fácil é usar uma ferramenta de corte tipo luva;
O ângulo do corte não deve ser superior a 3 graus;
E quando a ferramenta de corte de material de abertura é usada, o ângulo de chanfro do corte pode atingir 5-7 graus.
◆2. Os espaços em branco de tamanho curto devem ser capazes de virar 180 graus durante a transferência da estação anterior para a estação de formação seguinte. Isso pode desempenhar o potencial da máquina de cabeçalho frio automático para processar prendedores com estrutura complexa e melhorar a precisão das peças.
◆3. Deve ser equipado com um dispositivo de retorno de perfuração em cada estação de formação, e o molde côncavo deve ser equipado com um dispositivo de alimentação superior tipo luva.
◆4. O número de estações de formação (com exclusão da estação de corte) geralmente deve atingir 3-4 estações (mais de 5 em circunstâncias especiais).
◆5. A estrutura do guia deslizante principal e as peças do processo podem garantir a precisão de posicionamento do perfurador e do molde côncavo durante o período de uso efetivo.
◆6. O interruptor de limite terminal deve ser instalado no defletor que controla a seleção material, e deve prestar atenção ao controle da força de forjamento. Fabricação de parafusos de alta intensidade no frio posição automaticamente a frio marque o diâmetro do fio-máquina de aço não o arredondamento deve, dentro de limites de tolerância e mais sofisticadas, parafusos, o fio não o arredondamento deve limitar a 1/2 diâmetro dentro de limites de tolerância, se o tamanho de aço de diâmetro inferior a regras, partes de perturbador ou cabeça será só facturadas, ou formar burr, Se o diâmetro for menor do que o tamanho exigido pelo processo, a cabeça estará incompleta e os cantos ou a parte grossa aumentada não serão claros.
◆7. A precisão que o título frio pode alcançar também está relacionada com a seleção do método de formação e o procedimento de trabalho usado. Além disso, depende das características estruturais do equipamento utilizado, das características do processo e do seu estado, da precisão do molde, da vida útil e do grau de desgaste. O aço de alta liga usado para moldagem a frio e extrusão, a rugosidade da superfície de trabalho do carboneto morre não deve ser grande Ra=0.2um. Quando a rugosidade da superfície de trabalho deste tipo de molde atinge Ra=0.025-0.050um, ele tem a vida mais longa.
6. Processamento da linha
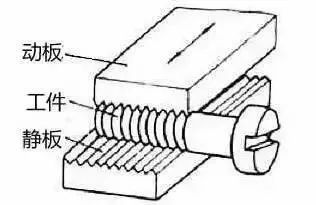
◆ 1.parafuso rosca geralmente usando processamento a frio, de modo que o tarugo de rosca dentro de uma determinada faixa de diâmetro através da fricção (rolo) placa de fio (morre), pela pressão da placa de fio (rolo morre) para formar a linha. Pode obter a linha de fluxo de plástico da parte da linha de rosca não é cortada, a força aumenta, alta precisão, produtos de qualidade uniforme, portanto, é amplamente adotada.
◆2. A fim de produzir o diâmetro externo rosqueado do produto final, o diâmetro do tarugo rosqueado necessário é diferente, porque é limitado pela precisão da rosca, material com ou sem revestimento e outros fatores.
◆3. Rolar (esfregar) rosca pressionada refere-se ao método de processamento que usa deformação plástica para formar os dentes de rosca. É com a faixa e a linha processada o mesmo passo e a forma do dente do rolo (placa de fricção) morre, um lado espreme o tarugo cilíndrico, um lado faz o tarugo girar, finalmente, o molde do rolo na forma do dente é transferido para o tarugo, de modo que a linha seja formada.
◆4. O rolo (esfregar) o ponto comum do processamento de rosca pressionada é que o número de revoluções de rolamento não precisa ser muito, se muito, então a eficiência é baixa, a superfície dos dentes rosqueados é fácil de produzir fenômeno de separação ou fenômeno de quebra. Inversamente, se o número de revoluções for muito pequeno, o diâmetro da rosca é fácil de perder o círculo e a pressão aumenta anormalmente no início do rolo, resultando em uma vida útil mais curta do molde.
◆5. Defeitos comuns da linha de rolamento: rachaduras ou arranhões na superfície da parte da linha; Desordem na fivela; Perda do círculo da parte da linha. Estes defeitos, quando ocorrem em grandes quantidades, podem ser encontrados na fase de processamento. Se o número de ocorrências for menor, o processo de produção não percebe esses defeitos circulará para o usuário, causando problemas. Assim, a questão crítica das condições de processamento deve ser generalizada, controlando esses fatores críticos no processo produtivo.
7. Tratamento térmico
1) os fixadores de alta resistência tratados termicamente devem ser temperados de acordo com os requisitos técnicos.
2) o tratamento térmico temperado é melhorar as propriedades mecânicas abrangentes dos fixadores para atender aos valores de resistência à tração especificados para o produto e a relação de flexão.
3) o processo de tratamento térmico tem uma influência vital nos fixadores de alta resistência, especialmente sua qualidade intrínseca. Portanto, para produzir fixadores de alta resistência de boa qualidade, você deve estar equipado com tecnologia avançada de tratamento térmico.
4) devido ao grande volume de produção de parafusos de alta resistência e baixo preço, a parte da linha é uma estrutura relativamente fina e relativamente precisa, portanto, requer que o equipamento de tratamento térmico deve ter grande capacidade de produção, alto grau de automação, boa capacidade de qualidade de tratamento térmico.
5) a descarbonatação da linha fará com que o prendedor se desloque primeiro quando a resistência exigida pelas propriedades mecânicas não for alcançada, de modo que o prendedor roscado falhe e encurte a vida útil. Devido à descarbonização das matérias-primas, se o recozimento não for adequado, mais aprofundará a camada de descarbonização das matérias-primas. Durante o tratamento térmico de condicionamento, alguns gases oxidantes são geralmente trazidos do exterior do forno.
6) a ferrugem do fio de aço da haste ou o resíduo na superfície do fio de aço da bobina após o desenho frio, igualmente decompõem-se após o aquecimento na fornalha e reagem para produzir algum gás oxidativo. Por exemplo, a ferrugem na superfície do fio de aço, cuja composição é carbonato de ferro e hidróxidos, se decompõe em CO2 e H2O quando aquecido, agravando assim a descarbonização. Estudos mostram que os aços de liga de carbono médio são descarbonizados mais intensamente do que os aços carbono, enquanto as temperaturas de descarbonização mais rápidas estão entre 700 e 800 graus celsius.
7) porque a adesão na superfície do fio é rapidamente decomposta e sintética em CO2 e H2O sob certas condições, se o controle incorreto do gás da fornalha da correia contínua da malha, igualmente causará a descarbonização super pobre do parafuso.
8) fixadores de alta resistência quando o cabeçalho frio é usado para formar, a camada descarbonizada de matéria-prima e recozimento não só permanece, mas também é extrudada para a parte superior da linha. Para a superfície do fixador que precisa ser endurecida, não obtém a dureza necessária, e suas propriedades mecânicas (especialmente força e resistência ao desgaste) são reduzidas. Além disso, a superfície do fio é descarbonizada, a camada superficial e a estrutura interna são diferentes e têm coeficientes de expansão diferentes, e podem ocorrer rachaduras superficiais quando têmpera.
9) os principais problemas de qualidade que podem ocorrer no processo de têmpera e temperamento de fixadores são: dureza insuficiente do estado de têmpera; Dureza desigual no estado extinto; Superpobre têmpera deformação; Têmpera e rachadura.
10) este tipo de problema no local é muitas vezes relacionado às matérias-primas, aquecimento de têmpera e resfriamento de têmpera. A formulação correta do processo de tratamento térmico e a padronização do processo de operação de produção muitas vezes podem evitar tais acidentes de qualidade.











