
Explicação profissional: como controlar o torque do parafuso ao torcer o parafuso
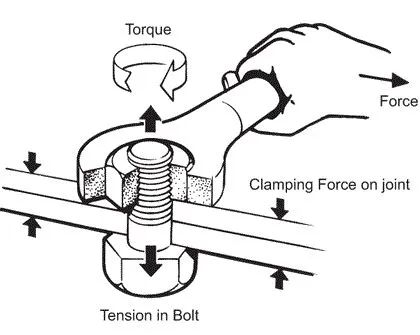
Como a imagem acima: depois que o torque é aplicado para girar o parafuso, o parafuso é esticado pela força. O parafuso é esticado para produzir a força de aperto para apertar o conector. Sabemos que o torque aplicado não é tão simples quanto a força de aperto. Na fórmula geral: força (F)* momento (L)= torque M
Isso significa que quanto mais o parafuso gira, maior o torque obtido. Mas 90% do torque é consumido pela força de atrito e apenas 10% é convertido para a força de aperto. Fazendo uma analogia, quando você aperta um parafuso que o processo exige um momento de 10N·m, o que realmente precisamos é aquele momento axial de 1N·m. A maioria dos momentos é consumida pela força de atrito.
Qual é a relação entre a força de atrito e força de aperto? Normalmente, seguindo o princípio 50-40-10, é 50% da força de atrito sob a cabeça do parafuso, 40% da força de atrito no par de rosca e 10% da força de aperto. No entanto, a proporção da força de aperto pode variar sob algumas condições.
Imagine que precisamos alongar o parafuso e produzir força de aperto. Quanto maior o torque, mais longo o parafuso pode ser estendido. É a torção maior, melhor? Quanto mais o torque que aplicamos para alongar excessivamente o parafuso, o parafuso excederá o limite de limite de força de rendimento e, portanto, perderá a função de conexão do parafuso.
No trabalho prático, não importa a força de pressão entre os dois corpos de conexão ou a pré-carga axial no parafuso, é difícil de detectar e, em seguida, difícil de controlar diretamente. Portanto, as pessoas adotaram vários métodos para controlar indiretamente.
01
Método de controle de torque
O método de controle de torque é o mais inicial e o mais simples. Baseia-se em que a força de aperto axial F é proporcional ao torque de aperto T quando apertado na conexão roscada. Pode ser representado por uma fórmula T=K·F, que é então o coeficiente de torque. Quando um parafuso é projetado para fora de sua força de aperto axial F é conhecido, apertando o torque T através do processo de ajuste nosso torque de aperto também é regulado pelo departamento de processo. Mas a oficina de montagem final muitas vezes aparece apertando o torque para alcançar, mas os parafusos de montagem ainda não são qualificados, por que isso?
A chave está neste coeficiente de torque, a mudança do coeficiente de torque K o principal fator de flutuação é o coeficiente de atrito abrangente u, o que significa que o parafuso, a precisão do furo do parafuso, as impurezas, se os golpes afetarão este coeficiente de atrito abrangente u. Além disso, este valor de K e a temperatura também estão relacionados. Depois que a empresa japonesa sumitomo provou experimentalmente que cada aumento de 1℃ na temperatura ambiente, o coeficiente de torque K diminui 0, 31%. O método de controle de torque é preciso ou não? Para todos aprofundar a influência, de acordo com o relatório experimental de aperto da associação de engenheiros alemães diz que quando o erro do torque T de aperto é ±0 (ou seja, nenhum erro aplicado torque) o erro da força de aperto axial do parafuso pode atingir ±27, 2%.
Etapas de aplicação:
◆ torque de carregamento controlado diretamente ou indiretamente
◆ o torque alvo real é geralmente 50% a 85% do torque de rendimento
◆ use na área elástica apertada
◆90% de torque de carga para superar a força de atrito
◆ pré-carga correta ±25%
As vantagens do método de controle de torque são: baixo custo e a possibilidade de verificar a qualidade do aperto com uma chave de torque de ferramenta de aperto simples.
Suas desvantagens são: a precisão de aperto não é suficiente, não pode realizar todo o potencial do material, grande impacto ambiental (temperatura, rosca do parafuso, impurezas, colisões, etc.).
02
Controle de torque-canto (TA) também conhecido como controle superelástico
Torque- método de controle de canto é primeiro parafusar o parafuso a um torque não grande, geralmente será apertar 40%-60% do torque (formulado após a verificação do processo), em seguida, a partir deste ponto, aparafusar um método de controle de canto especificado.
Este método é baseado em um certo ângulo, é o parafuso produz um certo alongamento axial e o conector é comprimido. O objetivo é parafusar o parafuso à superfície de contato apertado e superar alguns fatores de desuniformidade de superfície côncavo-convexo, enquanto a força de aperto axial necessária para trás é gerada pelo canto. Depois de calcular o ângulo, a influência da resistência ao atrito na força de aperto axial não existe mais, então sua precisão é maior do que o método de controle de torque puro. O ponto principal do método de controle de torque é medir o ponto de partida do canto. Uma vez que este ângulo é determinado, podemos obter uma precisão de aperto bastante alta.
Devido ao método de aperto mais avançado, uma ferramenta adaptada à produtividade foi criada, é a ferramenta de aperto elétrico, é composta por motor- acionamento de dentes- engrenagem cotovelo- sensor e assim por diante, pode ser relativamente fácil definir o momento de aviso prévio e o ângulo de partida.
Etapas de aplicação:
◆ aplicar um torque fixo (torque inicial (abertura da porta))
◆ gire a fivela para chegar ao canto predeterminado
◆ a partir da fase inicial de aperto de rendimento, neste momento também é usado na área elástica.
◆ precisa usar o teste para determinar o torque inicial (abertura da porta) e os parâmetros de canto
◆ pré-carga correta ±15%
Vantagens do método de controle de torque-ângulo (TA) : alta precisão de aperto e maior força de aperto axial pode ser obtida.
Desvantagens: seu sistema de controle é mais complexo, precisa medir o torque de pré-carga e canto 2 dados, o departamento de qualidade não é fácil de encontrar o método adequado para verificar o resultado do aperto para acompanhar.











